What Makes High Barrier Packaging Film The Best Secret For Success
2025年11月22日 by newideapack
High-barrier films protect your product’s aromatic profile by creating a multi-layer shield against gas and moisture exchange. Imagine a customer opens your premium roast, only to find the rich, earthy “soul” of the bean has completely vanished. This lack of sensory impact agitates your brand’s reputation, leading to lost customer loyalty and fewer repeat purchases. At NewIdea Pack, we recommend a high barrier packaging film to lock in volatile oils and ensure every cup delivers your intended flavor experience.
Protecting aroma is vital because scent is the primary driver of the consumer’s perception of coffee quality and freshness. Investing in a high barrier packaging film ensures that the delicate aromatic compounds remain inside the bag rather than escaping into the environment.
The Power of Volatile Coffee Oils
Volatile oils are what give coffee its unique flavor profile, from fruity notes to chocolatey undertones. If these oils oxidize, the coffee tastes flat or metallic.
Preserves the “just-roasted” sensory experience.
Prevents external odors from contaminating the beans.
Slows down the degradation of natural lipids.
You need a solution that acts like a vault for these precious chemicals.
Consumer Trust and Repeat Purchases
Think about it: the first thing a customer does when opening a bag is take a deep breath. If that “whoosh” of aroma is missing, they will assume the product is old or low-grade.
Increases the perceived value of your brand.
Encourages positive word-of-mouth reviews.
Ensures consistency across every single batch.
Key Takeaway: Aroma is the heartbeat of your coffee brand, and its preservation is the ultimate mark of quality.
Feature
Low Barrier
High Barrier
Scent Longevity
1-2 Weeks
6-12 Months
Consumer Appeal
Rapidly Declines
Remains High
Flavor Integrity
Compromised
Fully Protected
Superior scent retention directly correlates with higher customer satisfaction and brand authority in a competitive market.
How Does High-Barrier Film Preserve Product Freshness?
High-barrier materials preserve freshness by limiting the Oxygen Transmission Rate (OTR) and Moisture Vapor Transmission Rate (MVTR) to near-zero levels. This high barrier packaging film works by layering different polymers that each serve a specific defensive purpose.
Understanding the OTR Shield
Oxygen is the primary enemy of freshness, triggering oxidation that destroys vitamins and flavors. By using a film with a low OTR, you effectively stop the aging process of your food items.
Extends shelf life significantly.
Maintains the nutritional profile of the product.
Prevents the growth of aerobic bacteria.
But that’s not all; it also keeps the internal atmosphere stable.
The Role of Gas Flush Compatibility
Here is the kicker: high-barrier films are essential if you use nitrogen flushing in your production line. Without a strong barrier, the protective nitrogen would simply leak out within days.
Keeps nitrogen levels stable inside the pack.
Prevents the entry of ambient air.
Works perfectly with NewIdea Pack gas-filling systems.
Key Takeaway: Barrier performance is measured by what stays out—oxygen—and what stays in—flavor and protective gases.
Metric
Standard Poly
Advanced High-Barrier
OTR (cc/m2/day)
>1000
<1.0
Freshness Window
Days
Months
Protection Level
Basic
Professional
Reducing the oxygen transmission rate is the most scientific way to ensure your product survives the distribution chain.
What Makes Multi-Layer Film Better Than Single Layers?
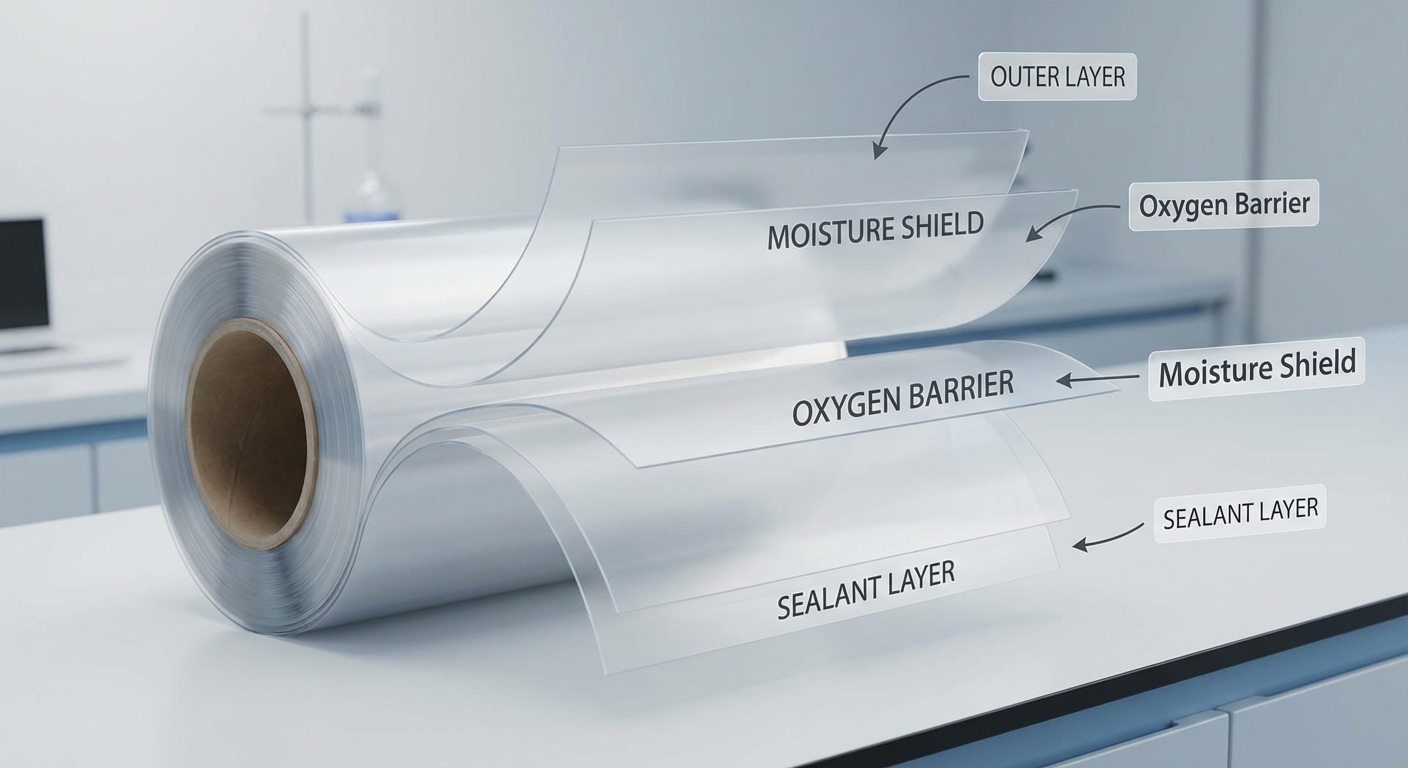
Multi-layer films are superior because they combine different functional polymers to handle moisture, gas, and mechanical strength simultaneously. Each layer in a high barrier packaging film is engineered to perform a task that a single material cannot do alone.
Structural Integrity and Puncture Resistance
A single-layer plastic is often too weak to survive the rigors of shipping without tearing. Multi-layer laminates use a dedicated “strength” layer to prevent punctures from sharp product edges.
High tensile strength for heavy fills.
Resistance to tearing and abrasion.
Improved stacking capability in warehouses.
You want packaging that looks as good on the shelf as it did at the factory.
Combining Specialized Barrier Functions
Think about it: some plastics are great at blocking water but terrible at blocking air. By laminating them together, you get a “super-material” that handles every environmental threat.
Outer layer for printing and heat resistance.
Middle layer for gas and aroma barriers.
Inner layer for food-safe hermetic sealing.
Key Takeaway: Multi-layer construction allows for a customized defense strategy tailored to your specific product’s sensitivities.
Layer Function
Typical Material
Primary Benefit
Print Layer
PET
High Gloss & Heat Resistance
Barrier Layer
EVOH / Foil
Oxygen & Aroma Block
Seal Layer
PE / CPP
Strong Airtight Bond
Laminating these materials ensures your product is protected from the inside out without sacrificing brand aesthetics.
Which Materials Provide the Best Oxygen Barriers?
Materials like EVOH (Ethylene Vinyl Alcohol) and aluminum foil offer the highest resistance to oxygen penetration in modern packaging. Using these in your high barrier packaging film setup is the gold standard for high-end coffee and food brands.
The Dominance of Aluminum Foil
Aluminum foil is a “total barrier,” meaning it blocks 100% of light, oxygen, and moisture when intact. It is the preferred choice for long-term storage where zero degradation is allowed.
Absolute light opacity prevents UV damage.
Highest possible aroma retention.
Premium metallic feel for branding.
But wait, there’s more: metalized PET offers a similar look at a lower cost.
Why EVOH is the Transparent Alternative
If you want customers to see your product, EVOH is the best choice because it provides incredible gas protection while remaining perfectly clear. It is a high-tech polymer that acts like a glass shield for your food.
Excellent transparency for product visibility.
Superior resistance to oils and fats.
Recyclable in specific modern streams.
Key Takeaway: Choosing between metalized or clear barriers depends on whether light sensitivity or product visibility is more important.
Material
Oxygen Barrier
Transparency
Cost Profile
Aluminum Foil
Best
Opaque
Premium
EVOH
Excellent
Clear
High
Metalized PET
High
Opaque
Moderate
Identifying the specific barrier material ensures you don’t overspend while still achieving the necessary shelf life.
Why Is Moisture Resistance Vital for Coffee Packaging?
Moisture resistance is critical to prevent the oxidation of lipids and the degradation of bean texture in your high barrier packaging film. Water vapor can turn crisp, aromatic beans into soggy, flavorless lumps that eventually grow mold.
Preventing the Clumping Effect
For ground coffee or instant powders, moisture is a disaster because it causes the product to clump and harden. This makes it impossible for the consumer to measure or brew the coffee correctly.
Maintains free-flowing powder consistency.
Prevents chemical reactions triggered by water.
Extends the “fresh-grind” feel of the product.
You must keep the internal environment bone-dry regardless of outside humidity.
Protecting Against Mold and Bacteria
Here is the deal: any amount of moisture ingress can create a breeding ground for microorganisms. A high-moisture barrier ensures your product remains safe for consumption over its entire shelf life.
Inhibits the growth of spoilage organisms.
Prevents the “stale” taste associated with humidity.
Maintains the structural integrity of the bag.
Key Takeaway: Controlling the Moisture Vapor Transmission Rate (MVTR) is the only way to guarantee product safety and texture.
Climate Condition
Standard Bag Risk
High-Barrier Result
High Humidity
Rapid Spoilage
100% Protected
Temperature Swings
Condensation
Stable Internal Air
Long-term Storage
Texture Loss
Remains Crisp
High-performance moisture barriers are non-negotiable for brands distributing in tropical or humid geographic regions.
How Do These Films Support High-Speed Machine Use?
Advanced films are engineered with specific friction coefficients and heat-sealing properties to ensure smooth flow through high barrier packaging film equipment. The film must be flexible enough to bend around rollers but stiff enough to maintain tracking at high speeds.
Optimizing Coefficient of Friction (COF)
If a film is too “sticky,” it will jam the machine; if it is too “slippery,” the bags will be inconsistent. Engineers at NewIdea Pack calibrate our VFFS machines to match the specific COF of your barrier material.
Reduces mechanical wear on the machine.
Ensures consistent bag lengths.
Prevents film stretching during filling.
Think about it: every second of downtime is lost profit for your business.
Heat Seal Reliability at Speed
The best part? High-quality barrier films have a wide “seal window,” meaning they bond perfectly even if the temperature or pressure fluctuates slightly.
Consistent hermetic seals at 60+ BPM.
Rapid cooling for immediate packing.
High “hot tack” strength to support product weight.
Key Takeaway: Machine-friendly films are just as important as the barrier properties themselves for maintaining a profitable production line.
Parameter
Impact on Speed
High-Barrier Solution
COF Stability
High
Specialized Slip Agents
Seal Initiation
Medium
Low-temp Sealants
Film Stiffness
Medium
Multi-layer Balance
Choosing a film that matches your machinery’s specifications is the secret to achieving maximum bags-per-minute.
What Is the Environmental Impact of Barrier Films?
The environmental impact is being reduced through the development of mono-material laminates that offer high protection while remaining recyclable. Today’s high barrier packaging film industry is shifting away from non-recyclable multi-material blends toward sustainable alternatives.
The Rise of Mono-Material Solutions
Traditionally, you had to mix different plastics, which made recycling impossible. Now, we use advanced coatings on a single plastic family (like PE) to achieve high-barrier results.
Fully recyclable in standard plastic streams.
Reduces the carbon footprint of packaging.
Satisfies consumer demand for green products.
You can now protect your aroma and the planet at the same time.
Biodegradable Barrier Innovations
Look: compostable barrier films are the latest breakthrough for brands with a 100% sustainable mission. These materials break down in industrial compost facilities while still providing a decent shelf life.
Plant-based raw materials.
Significant reduction in plastic waste.
Strong marketing appeal for modern consumers.
Key Takeaway: Sustainability is no longer a trade-off; you can have high barrier performance and eco-friendly credentials.
Film Type
Protection Level
Eco-Friendliness
Traditional Laminate
100%
Low
Mono-Material PE
90-95%
High
Compostable Film
70-80%
Highest
Moving toward mono-materials allows your brand to meet strict environmental regulations without risking product freshness.
How to Choose the Right Film for Your Specific Beans?
You must match the film’s barrier properties to the degassing rate and oil content of your specific roast using a high barrier packaging film. Not all beans are created equal, and a dark roast requires different protection than a light roast.
Balancing Degassing and Barrier
Freshly roasted beans release CO2, which can cause bags to burst if the barrier is too tight without a valve. You need a film that works in harmony with a one-way degassing valve.
Integrate valves into high-barrier laminates.
Prevent bag “bloating” during shipping.
Maintain the oxygen-free internal state.
But that’s not all; you must also consider the oil content of your beans.
Addressing High Oil Content Roasts
Dark roasts have more surface oils that can go rancid if exposed to even tiny amounts of oxygen. For these products, an ultra-high barrier like aluminum foil is almost always the better choice.
Prevents oil from seeping into the film.
Provides a total block against oxidation.
Maintains the rich, oily sheen customers expect.
Key Takeaway: A custom-engineered film solution ensures your specific roast profile stays exactly as the roastmaster intended.
Roast Type
Primary Concern
Recommended Barrier
Light Roast
Aroma Loss
EVOH / Clear Barrier
Dark Roast
Oil Rancidity
Aluminum Foil
Ground Coffee
Oxidation
Ultra-High Barrier
Consulting with a packaging expert at NewIdea Pack helps you avoid the “one-size-fits-all” trap that ruins premium beans.
Why Does Sealing Quality Matter for Barrier Performance?
Sealing quality is the final link in the chain; even the best high barrier packaging film fails if the hermetic seal is compromised by heat or pressure issues. A microscopic leak in the seal acts like an open window for oxygen to ruin your product.
Eliminating Micro-Leaks with Precision
Traditional heat sealing can sometimes create “channels” where air can seep through. Ultrasonic sealing technology, often used in NewIdea Pack machines, vibrates the molecules to create a molecular bond.
Ensures a 100% airtight seal every time.
Cuts through product dust in the seal area.
Reduces the risk of leakers during shipping.
You need to trust that your seal is as strong as your film.
The Impact of Seal Strength on Shipping
Think about it: during air transport, the pressure changes can cause bags to swell and burst at the seams. High-quality barrier films combined with superior sealing technology prevent these costly logistics failures.
High burst strength for international travel.
Resistance to “creeping” seals over time.
Professional appearance with clean seal edges.
Key Takeaway: The barrier is only as good as the seal; invest in high-precision sealing technology to complete your protection.
Sealing Method
Reliability
Barrier Integrity
Standard Heat
Good
Standard
Ultrasonic Sealing
Excellent
Maximum
Impulse Sealing
Fair
Variable
Advanced sealing units ensure that the high-barrier properties you paid for are actually working for the consumer.
How Can Advanced Films Improve Your Brand Value?
Premium films convey a sense of quality and professionalism that justifies a higher price point for your high barrier packaging film. When a customer holds a bag that feels substantial and looks vibrant, they perceive the product inside as superior.
Enhancing Visual Appeal and Print Quality
High-barrier laminates provide a stable, smooth surface for high-definition printing. This allows your brand colors to “pop” and your typography to remain crisp, attracting eyes on a crowded shelf.
Supports matte, gloss, and soft-touch finishes.
Prevents ink from scratching or fading.
Allows for metallic accents and windows.
Here is the kicker: quality packaging acts as a silent salesman for your brand.
Building Long-term Brand Authority
Look: if your product is always fresh, your customers will trust you implicitly. This trust is the foundation of a premium brand that can command higher margins and survive market fluctuations.
Reduces product returns due to staleness.
Positions your brand as a technology leader.
Creates a “premium” unboxing experience.
Key Takeaway: Advanced packaging is an investment in your brand’s future, not just a cost of production.
Brand Element
Standard Packaging
Advanced Barrier Film
Price Point
Budget / Mid-range
Premium / Luxury
Shelf Presence
Ordinary
Outstanding
Freshness Guarantee
Uncertain
Guaranteed
Using the right film is the most direct way to elevate your product from a commodity to a premium sensory experience.
Your product’s aroma is its most valuable asset, and protecting it requires a multi-layered defense. From blocking oxygen and moisture to ensuring your machines run at peak efficiency, the right high-barrier solution makes all the difference. We have helped hundreds of brands secure their quality and extend their shelf life with precision-engineered films and machinery.
FAQ
Can I use high-barrier film for organic products? Yes, high-barrier films are perfect for organic products as they often lack artificial preservatives. The physical barrier provides the necessary protection to maintain freshness without chemical additives.
What’s the best way to test my current film’s barrier? The best way is to request a lab test for OTR and MVTR from your supplier or use a dissolved oxygen meter to check the internal atmosphere of your bags after one month of storage.
How do I know if I need a valve with my high-barrier film? If you are packaging freshly roasted coffee beans, you almost certainly need a degassing valve. High-barrier films are so airtight that the natural CO2 released by the beans will cause the bag to bloat and eventually burst.
Can I recycle multi-layer high-barrier films? Standard multi-layer films are difficult to recycle, but new mono-material “high-barrier PE” films are now available that can be recycled in common plastic streams.
How do I know if my sealing temperature is correct for high-barrier film? You should perform a “pull test” on the seal; if the film tears before the seal opens, your temperature is likely correct. If the seal peels apart easily, you may need to increase the heat or dwell time.
Sales Pitch Component
Are you ready to stop losing flavor and start building a fresher, more reliable brand?
Please contact us today to find the perfect protection for your products. At newideapack, we deliver the stability and innovation your business needs to thrive.