How to Eliminate Coffee Dust Issues with a Vacuum powder feeder
2025年10月15日 by newideapack
Vacuum feeding systems solve dust issues in coffee production by creating a fully enclosed, negative-pressure environment that prevents fine particulates from escaping into the facility air. If you have ever walked through a coffee grinding room, you know the struggle: a fine brown haze coats every surface, workers are coughing, and your expensive product is literally floating away. This not only wastes profit but also creates a hazardous environment that can lead to long-term health complications for your staff. A high-efficiency vacuum powder feeder from Newideapack changes the game by capturing 100% of that dust at the source and moving it safely to your packaging line.
A vacuum powder feeder is vital because it eliminates airborne contamination and protects the respiratory health of your production team during high-volume processing. In a busy coffee plant, this technology acts as the lungs of the operation, ensuring that every gram of ground coffee stays inside the pipes.
Maintaining Facility Hygiene
Traditional open conveyors allow dust to settle on ceiling fans, lights, and other machinery. A sealed vacuum system creates a loop that keeps your facility clean and audit-ready at all times.
Think about it.
No more coffee dust on the rafters.
Reduced risk of pest attraction.
Faster cleanup times between shifts.
Key Takeaway: Using a vacuum feeder is the fastest way to bring your coffee facility up to international hygiene standards.
Feature
Production Impact
Enclosed Loop
Stops 100% of fugitive dust leaks.
Negative Pressure
Pulls air in so dust can’t blow out.
Automatic Flow
Removes the need for manual bag dumping.
This data highlights how dust control directly impacts both worker well-being and plant cleanliness.
How does a vacuum powder feeder stop dust?
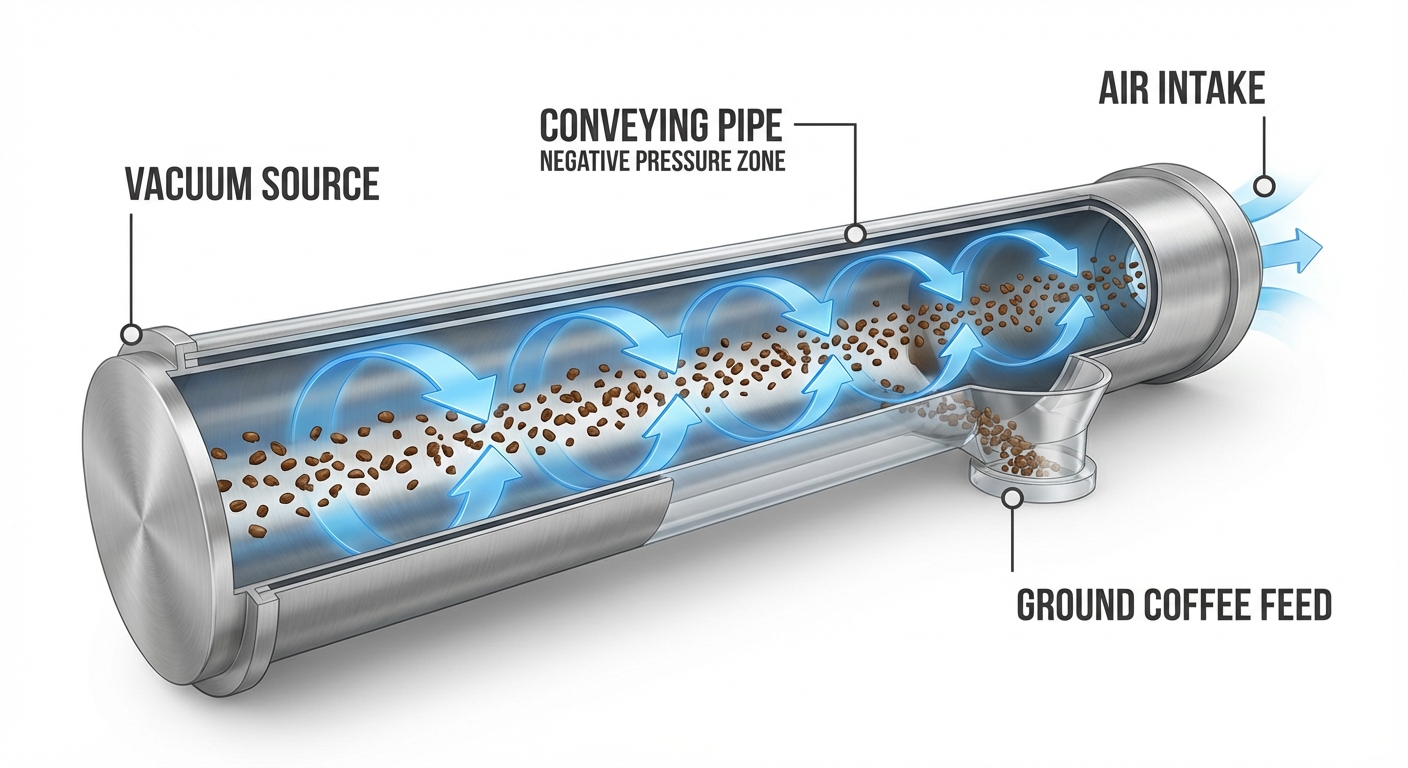
It stops dust by utilizing negative pressure technology to transport material through sealed pipelines where air only moves inward toward the vacuum source. Because the internal pressure of a vacuum powder feeder is lower than the room’s atmosphere, any tiny gap in the system sucks air in rather than letting dust escape.
The Power of Negative Pressure
The vacuum pump creates a “void” at the end of the line, which draws the coffee powder forward at high velocity. Since the system is under vacuum, there is zero chance of a blowout that would create a massive dust cloud.
The best part?
Constant suction at all intake points.
High-velocity transport prevents settling.
Sealed gaskets ensure no pressure loss.
Key Takeaway: Negative pressure ensures that your product is always moving toward its destination, never escaping into your workspace.
Component
Role in Dust Control
Vacuum Pump
Generates constant inward suction.
Sealed Piping
Highway that contains coffee during transit.
Pulse Filter
Separates product from exhaust air.
These components work in unison to create a failsafe environment where coffee particles cannot escape.
Does a vacuum powder feeder keep coffee fresh?
Yes, a vacuum powder feeder preserves freshness by drastically reducing the product’s exposure to oxygen during the conveying process between machines. When you move coffee in a controlled environment, you can even flush the system with nitrogen to prevent oxidation of delicate oils.
Protection from Aromatic Loss
Oxygen is the enemy of great coffee, but a vacuum system acts as a protective shield for your flavor profile. By moving the grind through a sealed line, you lock in the volatile oils that provide that signature aroma.
Check this out:
Minimal air contact during high-speed transit.
Protection from facility humidity.
Retention of aromatic compounds.
Key Takeaway: Moving coffee under vacuum is like putting your product in a time capsule until it hits the final package.
Preservation Factor
Vacuum Feeder Benefit
Oxygen Control
Enclosed pipes limit air-to-product contact.
Aroma Security
Seals in volatile oils that define the brew.
Moisture Shield
Airtight design prevents clumping.
Minimizing oxygen contact is the primary variable in maintaining a premium flavor profile over time.
Where to place a vacuum powder feeder in a line?
You should place the vacuum powder feeder at the discharge of your industrial grinder and directly above your packaging equipment for maximum efficiency. Strategic placement ensures a seamless, dust-free transition from bulk processing to individual bags without manual labor.
Connecting Grinders and Fillers
The grinder outlet is usually the messiest part of the plant, but attaching a vacuum intake right at the chute captures powder immediately. This removes the need for messy collection bins and automates the transfer to the next stage.
Here is the kicker:
Immediate dust capture at the source.
Automated transfer to packaging.
Continuous flow for 24/7 operation.
Key Takeaway: Strategic placement at transition points eliminates the dust hotspots that plague traditional coffee factories.
Installation Point
Main Advantage
Grinder Outlet
Stops dust before it can spread.
Packaging Hopper
Automates refill for constant speed.
Storage Silo
Moves product over long distances.
Proper placement ensures that material moves through the plant with the least amount of friction and waste.
Is a vacuum powder feeder safe for organic coffee?
Yes, a vacuum powder feeder is safe for organic coffee because it is constructed from non-reactive 316L stainless steel that is easy to sanitize. Newideapack ensures that all contact surfaces meet food-grade standards, preventing cross-contamination between organic and conventional batches.
Purity and Certification
Using polished stainless steel ensures that the natural acids in coffee do not corrode the equipment or affect the purity of the bean. The modular design allows for a total washdown, which is essential for maintaining strict organic certifications.
Specifically:
316L stainless steel resists organic acids.
Smooth internal finishes prevent buildup.
FDA-compliant gaskets and seals.
Key Takeaway: The combination of inert materials and easy cleaning makes this the gold standard for organic coffee processing.
Safety Feature
Organic Production Benefit
Inert Steel
Zero chemical reaction with coffee oils.
Modular Design
Fast, deep cleaning between batches.
Oil-Free Vacuum
No risk of mechanical lubricants in product.
Using high-grade materials like 316L stainless steel prevents any chemical interaction with organic oils.
Can a vacuum powder feeder lower labor costs?
Yes, a vacuum powder feeder significantly lowers labor costs by automating the heavy lifting and constant floor cleaning required in a dusty plant. By installing this system on your line, you can reassign your workers from hauling bags to managing quality control.
Reducing Physical Strain
Carrying 25kg bags of ground coffee up a ladder to fill a hopper is slow and dangerous. A vacuum system does the heavy lifting for you, moving tons of coffee per hour without risk of injury.
Let’s be honest:
Moves tons of coffee per hour automatically.
Reduces workplace injury claims.
One operator manages multiple lines.
Key Takeaway: Vacuum automation pays for itself by slashing the overhead costs associated with manual material handling.
Expense Category
Typical Savings
Manual Labor
Reduced by up to 70% via automation.
Facility Cleaning
Savings of 10+ hours per week.
Product Waste
Prevents 0.5% – 1% product loss.
Automating the transfer process allows facilities to scale production without increasing the payroll.
How to clean a vacuum powder feeder properly?
You clean a vacuum powder feeder by using the integrated reverse-pulse air system during operation and performing a quick manual washdown between different product batches. The modular design means you can take the entire unit apart in minutes without using specialized tools.
Automated Filter Maintenance
The system uses a back-flush mechanism that blows a blast of compressed air through the filter every time the coffee discharges. This keeps the machine running at peak performance without the need for manual scrubbing every hour.
The result?
Prevents filter clogging.
Maintains consistent suction power.
All parts are sanitizer-compatible.
Key Takeaway: Routine maintenance is almost entirely automated, requiring only a few minutes of human oversight per week.
Maintenance Task
Frequency
Duration
Filter Back-Flush
Every Cycle
Instant (Auto)
Gasket Inspection
Monthly
5 Minutes
Batch Change Wash
Batch Change
15 Minutes
Regular upkeep prevents downtime and ensures the system maintains peak suction for every batch.
What capacity does a vacuum powder feeder handle?
A vacuum powder feeder can handle a wide range of capacities, moving anywhere from 100kg to over 5,000kg of ground coffee per hour. Whether you are running a boutique roastery or a massive industrial factory, the system can be scaled to match your production targets perfectly.
Scalable Throughput Options
The vacuum motor provides consistent pulling power regardless of whether you are moving product five meters or fifty meters. You can easily upgrade pumps or add intake points as your business volume increases over time.
Believe it or not:
Vertical lifts of 10+ meters are simple.
Horizontal runs can span entire factories.
Adjustable settings for various coffee densities.
Key Takeaway: From boutique batches to industrial tons, vacuum technology scales to meet your exact production targets.
Scale
Capacity
Best Use Case
Entry Level
200 – 500 kg/hr
Specialty coffee shops.
Commercial
1,000 – 2,000 kg/hr
Mid-sized regional brands.
Industrial
5,000+ kg/hr
Global distributors.
Selecting the right capacity prevents bottlenecks and allows the production line to run at full speed.
Why buy a Newideapack vacuum powder feeder?
You should buy a Newideapack vacuum powder feeder because our design combines whisper-quiet operation with advanced anti-static technology specifically for dry coffee. Every system we build is engineered to solve the unique static clumping challenges that often plague traditional pneumatic conveyors.
Advanced Engineering Details
Standard vacuum pumps can be deafening, but we use integrated silencers to create a more comfortable environment for your operators. We also include grounding wires to dissipate the static electricity that causes fine coffee grounds to stick to pipe walls.
It gets better:
Integrated sound dampening enclosures.
Anti-static conductive hoses included.
High-efficiency motor technology.
Key Takeaway: We don’t just move powder; we engineer a safer, quieter, and more efficient workspace for your team.
Feature
Competitor Design
Newideapack Design
Noise Level
85+ Decibels
Under 70 Decibels
Static Control
Often Optional
Integrated Standard
Construction
Generic Steel
316L Food-Grade
Engineering custom solutions for the coffee industry results in higher yields and quieter factories.
Will a vacuum powder feeder fit my factory?
Yes, a vacuum powder feeder will fit your factory because the modular piping and flexible hoses can be routed around any existing machinery or obstacles. You do not need a total factory redesign to get modern efficiency; the system simply bridges the gaps in your current setup.
Flexible Retrofitting Capabilities
The piping can be curved, angled, and routed through walls to reach its destination without taking up valuable floor space. Most installations are completed within 48 hours, meaning you won’t suffer from prolonged production downtime.
But wait, there’s more:
Modular clamps for fast assembly.
Custom adapters for any grinder brand.
Compact footprint for tight spaces.
Key Takeaway: You don’t need a new factory to get modern efficiency; you just need the right feeding system.
Integration Step
Time Required
Complexity
Site Assessment
1 Day
Low
Pipe Routing
1 Day
Moderate
Final Connection
4-8 Hours
Low
Flexibility in design allows modern technology to be integrated into legacy manufacturing environments.
Conclusion
Solving dust issues in coffee production is no longer an impossible task for roasters who want to scale. By implementing a vacuum feeding system, you protect your workers, preserve your coffee’s delicate flavor, and drastically reduce your operational costs. At Newideapack, our vision is to lead the packaging industry into a cleaner, more automated era where quality and efficiency go hand-in-hand. We are here to help you transform your facility into a world-class production hub.
Sales Pitch Component
If you are ready to eliminate the dust haze and boost your yields