Barrier Materials: The Best Film for Protecting Ground Coffee Aroma
2025年9月23日 by newideapack
Choosing the right barrier materials is the single most important factor in preserving the quality of your product. High-performance coffee packaging film, specifically aluminum foil (AL) and high-barrier metalized laminates, offers near-zero oxygen and moisture transmission rates required to lock in freshness. Once coffee is ground, its surface area increases exponentially, making it extremely vulnerable to oxidation; by utilizing a specialized coffee packaging film alongside a ground coffee packaging machine, you can prevent flavor degradation and ensure a rich, aromatic experience for your customers.
Ground coffee loses its aroma rapidly due to the massive increase in surface area created during the grinding process, which allows volatile aromatic oils to evaporate and oxidize almost instantly. Protecting these delicate oils requires a high-quality coffee packaging film that acts as a physical shield against the atmosphere. At newideapack, we emphasize that the faster you seal the ground product, the more of its original profile you preserve for the end consumer.
Does increased surface area accelerate staling?
The truth is, grinding coffee increases its surface area by hundreds of times compared to whole beans. This means there are more sites for oxygen to attack the coffee oils and for moisture to destabilize the flavor.
Think about it:
More surface area equals faster gas exchange.
CO2 escapes more quickly, taking aroma with it.
Oxygen penetrates the core of the particles immediately.
Can you stop the escape of volatile compounds?
The complex scents of coffee come from highly volatile chemical compounds that naturally want to dissipate into the air. Without a proper barrier, these scents are lost to the environment long before the bag is ever opened by your customer.
Here is the kicker:
Volatile compounds determine the “fresh” smell of coffee.
A weak barrier acts like a sieve for these molecules.
Standard plastic bags offer almost zero protection for these scents.
Key Takeaway: Aroma loss is a chemical process that begins the second coffee is ground; only high-barrier films can halt this deterioration effectively.
Degenerative Factor
Impact on Ground Coffee
Protection Strategy
Oxidation
Destroys aromatic oils
Low OTR Barrier Film
Evaporation
Loss of volatile scents
Hermetic Sealing
Moisture
Sour or flat flavor notes
Low MVTR Materials
The data indicates that minimizing surface exposure through immediate, high-barrier sealing is the only way to maintain a “fresh-roasted” profile.
How does oxygen destroy your coffee packaging film?
Oxygen destroys the integrity of the product inside your coffee packaging film by triggering oxidative rancidity in the coffee’s lipids and oils. To combat this, professional roasters use coffee packaging machines that can handle thick, multi-layer materials designed to block gas transmission. When oxygen permeates the film, it chemically alters the flavor, turning sweet, complex notes into bitter or metallic aftertastes.
What is the Oxygen Transmission Rate (OTR)?
OTR is the technical measurement of how much oxygen can pass through a specific material over a 24-hour period. For coffee, you need a material with an OTR as close to zero as possible to prevent staleness during long-term storage.
Think about it:
High-barrier films have OTRs below 1 cc/m²/day.
Low-barrier plastics can have OTRs over 1,000 cc/m²/day.
A lower OTR directly translates to a longer shelf life for you.
How do multi-layer structures block gases?
Advanced films use a “sandwich” approach, where a dedicated gas-blocking layer like Aluminum or EVOH is placed between protective outer layers. This prevents oxygen molecules from navigating through the microscopic pores of the plastic.
Here is the kicker:
The barrier layer is often thinner than a human hair.
Multiple layers provide structural strength and barrier protection.
Newideapack systems are optimized to seal these complex laminates perfectly.
Key Takeaway: Understanding OTR is critical for choosing a film that prevents the “silent enemy” of oxygen from ruining your coffee’s shelf life.
Material Layer
Primary Purpose
O2 Barrier Level
PET (Outer)
Durability & Printing
Low
AL (Middle)
Gas & Light Block
Maximum
PE (Inner)
Heat Sealing
Minimal
This structural breakdown shows why a single-layer material is never sufficient for professional coffee preservation.
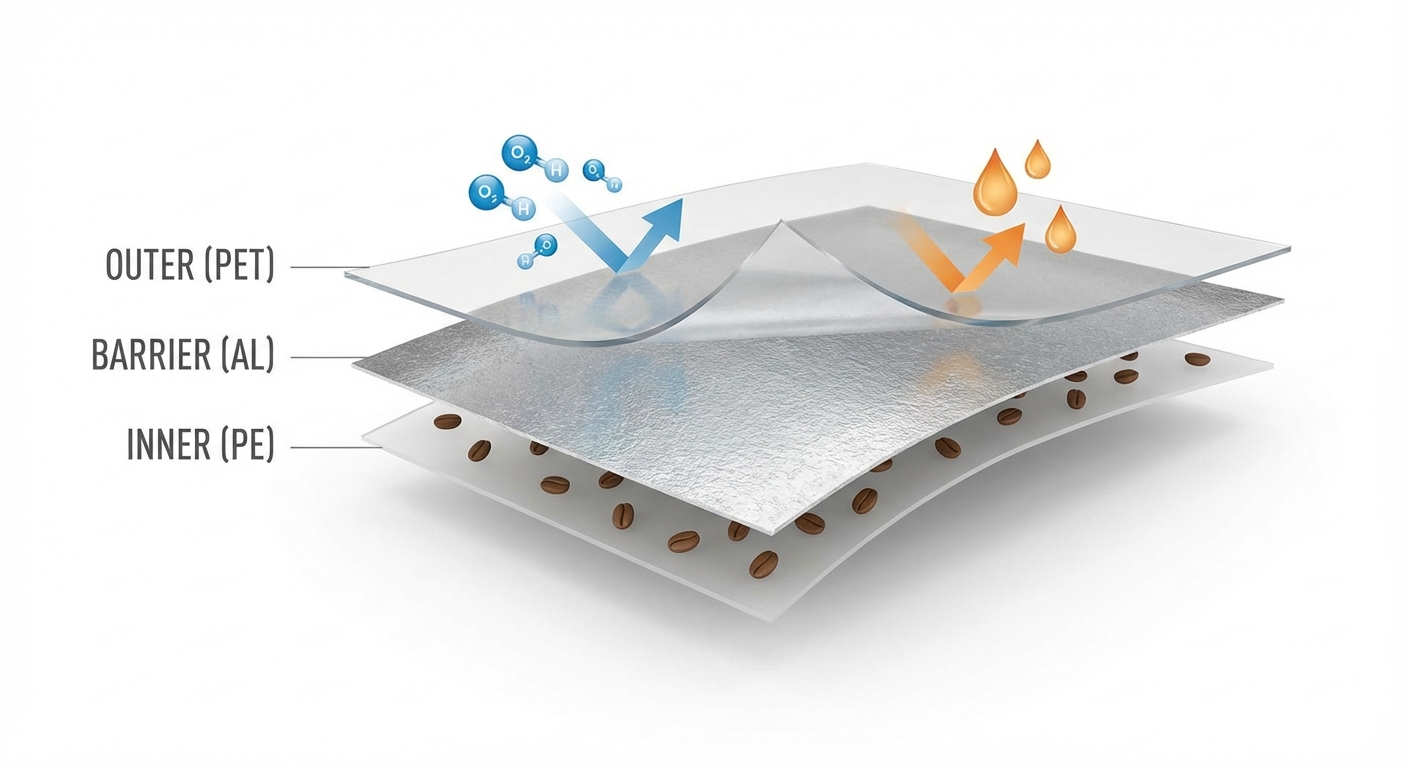
What are the core layers of a barrier film?
The core layers of a high-quality coffee packaging film typically include an outer protective layer (PET), a central barrier layer (Aluminum or VMPET), and an inner sealant layer (LLDPE). Each layer performs a specific duty to ensure the bag is durable, printable, and most importantly, airtight. You must select a combination that matches your distribution needs and the sensitivity of your specific roast profile.
Why is PET used as the outer layer?
PET, or Polyester, is favored for the exterior because it is highly resistant to heat and provides a smooth surface for high-quality branding. This layer protects the delicate barrier core from being scratched or punctured during handling.
Think about it:
PET prevents the bag from melting on the heat sealer.
It provides the high-gloss or matte finish you desire.
It acts as a primary defense against external scuffs.
What does the inner LLDPE layer do?
The innermost layer is usually Linear Low-Density Polyethylene, which is chosen for its excellent “hot tack” and sealing properties. This is the layer that actually fuses together under heat to create the hermetic seal that keeps your coffee safe.
Here is the kicker:
LLDPE is food-safe and does not affect flavor.
It allows for strong seals even if dust is present.
It provides the flexibility needed to prevent cracks in the bag.
Key Takeaway: A balanced tri-laminate structure provides the mechanical strength and chemical barriers required for high-end coffee retail.
Layer Component
Material Used
Function
Printing Layer
PET / BOPP
Branding & Heat Resistance
Functional Layer
Aluminum / VMPET
O2, Moisture, & UV Barrier
Sealant Layer
LLDPE / CPP
Hermetic Seal Integrity
By analyzing these layers, it becomes clear that the “barrier” is only as good as the protective and sealing layers surrounding it.
Is aluminum foil superior for coffee packaging film?
Aluminum foil is widely considered the superior choice for coffee packaging film because it offers a 100% barrier against light, oxygen, and moisture. When you browse high-end products, you will notice that the most expensive beans are almost always housed in foil-lined pouches. This material provides the lowest possible transmission rates, ensuring that ground coffee retains its aromatic profile for 12 months or more.
Does foil offer better UV protection?
UV light can degrade coffee oils and create off-flavors, but aluminum foil is completely opaque, providing total darkness for your beans. This is a massive advantage over standard plastic films that may allow some light penetration.
Think about it:
Light accelerates the breakdown of organic compounds.
Foil-lined bags prevent “skunking” of the coffee oils.
Opaque packaging is essential for shelf-stable retail.
Are there any downsides to using foil?
While foil is the best barrier, it is also the least flexible and can be prone to “pinholing” if the bag is folded too sharply. Furthermore, it is generally not recyclable in traditional systems, which may be a concern for eco-conscious brands.
Here is the kicker:
Foil can be more expensive than metalized alternatives.
It requires precise machine calibration to avoid wrinkles.
Newideapack provides specialized rollers to handle foil safely.
Key Takeaway: For maximum freshness and long-distance shipping, aluminum foil remains the industry gold standard despite its higher cost.
Feature
Aluminum Foil (AL)
Metalized Film (VMPET)
O2 Barrier
100% / Absolute
95-98% / High
Pinhole Risk
Higher
Very Low
Cost
Premium
Economical
The comparison proves that if your primary goal is absolute aroma retention, aluminum is the only logical choice.
Can transparent films protect your coffee aroma?
Transparent films can protect coffee aroma if they incorporate an EVOH (Ethylene Vinyl Alcohol) layer, which provides a high oxygen barrier while remaining clear. Using a transparent coffee packaging film allows you to showcase the visual quality of your beans, which can be a strong selling point in retail. For more specialized formats, you might consider how these films perform on a drip bag ultrasonic packaging machine to maintain high-speed production.
How does EVOH compare to aluminum?
EVOH is a “clear” barrier that offers excellent resistance to gases but is sensitive to moisture. Because of this, it must be co-extruded with other moisture-resistant plastics to maintain its effectiveness over time.
Think about it:
EVOH allows customers to see your product.
It is more flexible and less prone to cracking than foil.
It provides a high-end, modern aesthetic for your brand.
Does light exposure ruin clear bags?
The biggest risk with transparent packaging is UV light, which can penetrate the clear film and degrade the coffee. If you choose clear bags, you must ensure your retail environment has low UV exposure or use UV-blocking coatings on the film.
Here is the kicker:
Clear windows are great for impulse purchases.
Prolonged light exposure will shorten the shelf life.
You must balance visibility with long-term protection.
Key Takeaway: Transparent barrier films are a viable alternative for short-term retail where product visibility outweighs the need for total light blockage.
Barrier Technology
Transparency
Best Use Case
EVOH
High
Specialty retail / Short shelf life
ALOx
High
High-visibility premium bags
VMPET
None
Bulk storage / Long shelf life
While transparency offers marketing benefits, you must evaluate if the trade-off in light protection fits your distribution cycle.
Does heat sealing affect the coffee packaging film?
Heat sealing is a critical phase where the coffee packaging film must maintain its barrier properties while being fused at high temperatures. If the temperature is too low, the seal will leak oxygen; if it is too high, you risk burning the film and creating microscopic holes. You need a film with a broad “sealing window” to ensure consistent results during high-speed production runs.
What is seal integrity?
Seal integrity refers to the strength and air-tightness of the fused area of the bag. A high-barrier material is useless if the seal has even a tiny “channel” that allows air to bypass the film entirely.
Think about it:
90% of packaging failures happen at the seal.
Ground coffee “dust” can interfere with the seal area.
You need high “hot tack” to keep the bag closed.
How do machines manage seal quality?
Modern packaging equipment uses PID (Proportional-Integral-Derivative) temperature controllers to keep the sealing jaws at an exact temperature. This precision is what newideapack machines are known for, ensuring your film never degrades during the process.
Here is the kicker:
Different films require different dwell times.
Pressure must be even across the entire seal bar.
Cooling the seal quickly is vital for heavy bags.
Key Takeaway: The seal is the most vulnerable part of your package; investing in high-quality sealing technology is non-negotiable for aroma protection.
Sealing Parameter
Impact on Film
Quality Risk
Temperature
Fuses the inner PE layers
Burn-through or Leaks
Pressure
Forces air out of the seal
Uneven barrier thickness
Dwell Time
Sets the seal strength
Low production speed
Careful calibration of these parameters is essential to prevent your expensive barrier film from failing at its weakest point.
How long does barrier packaging extend shelf life?
High-barrier packaging can extend the shelf life of ground coffee from a few weeks to over 12 months by nearly eliminating gas exchange. Choosing the right coffee packaging film and using a pre-made bag packaging machine allows you to export your products globally without worrying about flavor loss. Without these materials, ground coffee begins to stale within 48 hours of exposure to open air.
Can you achieve a 12-month shelf life?
Yes, by using a tri-laminated film with an Aluminum Foil layer and an integrated degassing valve, you can maintain “like-new” freshness for a full year. This allows you to scale your business and reach distant markets that were previously inaccessible.
Think about it:
Long shelf life reduces product waste.
It allows for larger production batches.
Your brand becomes more attractive to major retailers.
Why does “freshness” drop after 6 months?
Even with the best barrier, a tiny amount of oxygen ingress is inevitable over very long periods. Furthermore, the internal chemical reactions of the coffee will slowly continue, though at a significantly reduced rate compared to open-air storage.
Here is the kicker:
Barrier films slow down aging, they don’t stop time.
Storage temperature also plays a major role.
Consistent OTR testing ensures your 6-month target is met.
Key Takeaway: Barrier packaging is the foundation of a global coffee brand, turning a perishable item into a stable retail product.
Packaging Type
Expected Shelf Life
Aroma Retention
Paper Bag
3 – 7 Days
Very Low
Single Layer Plastic
2 – 4 Weeks
Moderate
High Barrier Foil
12 – 18 Months
Excellent
The transition from basic to high-barrier materials is the single most important investment for extending your product’s marketability.
Why is film tension critical for coffee packaging film?
Film tension is critical because it ensures that the coffee packaging film travels through the machine without stretching or wrinkling, which could damage the internal barrier layer. If the tension is inconsistent, the fragile aluminum or VMPET layer can develop microscopic cracks known as “flex-cracking.” At newideapack, we design our systems with precision tension sensors to protect the integrity of your expensive materials.
Does stretching ruin the oxygen barrier?
Yes, when you stretch a laminate film, you are physically thinning the barrier layer, which increases its permeability to oxygen and moisture. Maintaining a light, consistent pull is the only way to keep the OTR at its specified low level.
Think about it:
Stretched film loses its protective “shield” thickness.
Wrinkles can create paths for air to enter the seal.
Graphic alignment depends on perfect tension.
How do you prevent flex-cracking?
Flex-cracking occurs when the film is bent or pulled too sharply over rollers. Using larger diameter rollers and smooth transitions in your packaging machine helps to minimize this stress on the barrier core.
Here is the kicker:
VMPET is more resistant to cracking than solid foil.
Tension control must be automated for high speeds.
Regular maintenance of rollers prevents film drag.
Key Takeaway: Mechanical precision in film handling is just as important as the material’s chemical properties for maintaining a perfect aroma barrier.
Tension Issue
Effect on Barrier
Solution
Too High
Material stretching / Thinning
Auto-tension sensors
Too Low
Wrinkles in the seal area
Precision brake systems
Inconsistent
Flex-cracks in foil layer
Smooth roller paths
Monitoring tension ensures that the protective qualities of your film remain intact from the roll to the final sealed pouch.
How do you test your film for oxygen leaks?
You test your coffee packaging film for leaks using a vacuum chamber or a “bubble test,” where the sealed bag is submerged in water to see if air escapes. This is a vital quality control step to ensure that your auxiliary equipment and main packaging line are performing as expected. Without regular testing, you might be shipping thousands of bags with “slow leaks” that will result in stale coffee in weeks.
What is the vacuum decay test?
This is a more scientific method where the bag is placed in a chamber, and the air is removed. Sensors then monitor if the pressure inside the bag changes, which would indicate a microscopic hole in the film or seal.
Think about it:
It detects leaks that are invisible to the naked eye.
It provides a quantifiable “pass/fail” metric.
It is faster and cleaner than the bubble test.
Why should you perform daily QC?
Machine settings can drift due to temperature changes in your factory or wear on the sealing jaws. A morning test ensures that every bag produced that day meets your brand’s strict freshness standards.
Here is the kicker:
Small leaks are the biggest cause of customer complaints.
Testing takes less than five minutes of your time.
Newideapack provides built-in QC alerts for our users.
Key Takeaway: Regular leak testing is the final insurance policy that guarantees your barrier film is actually doing its job in the real world.
Test Method
Accuracy
Equipment Needed
Bubble Test
Visual / Good
Water Tank
Vacuum Decay
High / Digital
Vacuum Chamber
OTR Lab Test
Maximum / Scientific
Lab Sensor
By implementing a rigorous testing protocol, you ensure that no compromised packages ever reach your customers’ shelves.
What machine works best with coffee packaging film?
Vertical Form Fill Seal (VFFS) and pre-made pouch machines work best with high-barrier coffee packaging film because they offer the precise heat and pressure control needed for multi-layer laminates. These machines allow you to integrate essential features like one-way degassing valves and nitrogen flushing to further enhance aroma protection. Choosing a specialized system ensures that your auxiliary equipment works in harmony to protect your product’s integrity.
Why choose VFFS for ground coffee?
VFFS machines are highly efficient because they create the bag and fill it in one continuous motion, reducing the time the coffee is exposed to oxygen. They are the workhorses of the industry, capable of handling high-speed production with heavy barrier materials.
Think about it:
Lower cost per bag compared to pre-made pouches.
High versatility for different bag sizes.
Easy integration of nitrogen injection systems.
Are pre-made pouch machines better for branding?
If your goal is a premium shelf presence, pre-made pouch machines are excellent because they handle complex bag shapes and zipper closures with ease. These machines are perfect for high-end retail brands that prioritize the “unboxing” experience.
Here is the kicker:
Superior aesthetics and stand-up capability.
Easier to include heavy-duty re-sealable zippers.
Ideal for small to medium batch premium roasts.
Key Takeaway: Your machinery must be compatible with your film’s thickness and barrier type to achieve a consistent, airtight result.
Machine Type
Best For
Key Advantage
VFFS
High Volume
Speed & Material Cost
Pre-Made Pouch
Premium Branding
Design Flexibility
Drip Bag Machine
Single Serve
Portability & Freshness
Selecting the right machine is the final piece of the puzzle in creating a world-class coffee packaging operation.
Conclusion
Protecting the delicate aroma of ground coffee is a multifaceted challenge that requires the highest quality barrier materials and precision engineering. By understanding the interaction between oxygen transmission, film layers, and machine performance, you can ensure that every bag you produce delivers the rich, full-bodied experience your customers expect. We at New Idea Pack are committed to providing the technology and expertise needed to safeguard your roast from the moment it leaves the grinder.
FAQ
Can I use standard plastic bags for ground coffee? No. Standard plastics like LDPE have very high oxygen transmission rates, meaning your ground coffee will lose its aroma and go stale within days.
What’s the best material for maximum aroma protection? Aluminum foil laminates are the gold standard. They provide a 100% barrier against oxygen, moisture, and UV light, ensuring the longest possible shelf life.
How does a degassing valve help with aroma? It allows CO2 to escape without letting oxygen in. This prevents the bag from bursting while maintaining the low-oxygen environment needed for aroma preservation.
Is VMPET better than Aluminum Foil? Not for barrier quality, but it is more cost-effective and flexible. VMPET is an excellent choice for a 6-month shelf life, whereas foil is better for 12+ months.
Can I recycle coffee bags with a barrier layer? Most multi-layer barrier films are not easily recyclable. However, new mono-material PP and PE films are being developed to offer high barriers with better recyclability.
Sales Pitch Component
If you are ready to eliminate staleness and boost your brand’s shelf life
Please contact us today to discuss a custom solution. Let’s work together to make sure your coffee’s signature scent is never lost to the wind.